Introduction
For instance, in the case of legendary weapon forging and modern-day precision engineering, the final performance of the part under consideration is determined by the surface features of the part. In the case of engineers pursuing excellence in component grip and surface detailing, the lack of uniformity in the knurls results in failed assemblies in Interference Fits and catastrophic Stress Corrosion Cracking when the component is used in severe conditions such as offshore machinery.
The underlying problem can be attributed to the perception that knurling is simply a process that takes place after the completion of the part. The absence of adequate rheological control over the material during formation negatively impacts dimensions and structure. Through this piece, a link is drawn between the art of Weapon Engineering and the science of manufacturing, where specialized knurling processes complement High Precision CNC Turning.
How Does the ‘Blade Craftsmanship’ in Real Life Relate to Solving Issues of Interference Fit Failure in Precise Assemblies?
The seamless connection between the blade and its handle reflects the need for precise press-fitting assemblies in the fields of aerospace and medicine. Knurling fails at meeting this goal because of the unpredictable spring-back effect of materials, leaving us with loosely fitted assemblies. Instead, we need to use an engineering method which involves making the knurling part of the design process by taking advantage of the precision of our CNC turning services. Using information regarding material deformation based on alloy-related plasticity information, such as the one provided by ASM International for 17-4PH steel, the final diameter of the assembly is predetermined.
- The Dangers of Unrestrained Material Displacement: Conventional form knurling displaces the material without predictability. In the absence of a model predicting the exact characteristics of the specific material grade’s work hardening and displacement, the resulting diameter remains uncertain. Thus, an assembly may be too loose to withstand vibrations or overly tight, leading to hub cracking when fitted by pressing. The material integrity of the assembly is at risk from the outset.
- The Technique of Predictive Material Compensation: The modern technique involves the use of Specialized Knurling Operations incorporated into the turning operations. Prior to any cutting, the CNC program is fine-tuned in light of the displacement model for the particular alloy used. The displacement path of the tool is carefully planned to displace the precise amount of material required to produce the desired final diameter. Metalwork expertise is essential here.
- Ensuring First-Pass Assembly Success: The end result is a knurled part that will assemble right away, every single time. No more select fit, no more rework, and no more field failures. For industries such as aerospace, it goes without saying. The method turns knurling, which introduces variability, into a method that ensures micron-perfect assembly fitment that ensures each and every pin, bearing, or shaft will always lock in place.
Can Specialized Knurling Techniques Combat the Invisible Menace of Stress Corrosion in Marine Parts?
Stress Corrosion Cracking (SCC), the invisible menace, is ever-present in environments where chlorides are abundant. Conventional knurling processes have been found to cause SCC because of the destructive tearing of the passive film that acts as the barrier in stainless steel materials and the formation of deleterious tensile residual stresses. The solution lies in modern knurling for CNC turning, which transforms knurling into an engineered process that includes cold work to create compressive surface stresses, cutting fluids for corrosion prevention in the surface, and stabilization techniques based on phase diagrams from sources such as NIST Materials Data.
1. Relationship Between Knurling and Stress Corrosion
Deformation of the metal during the knurling process generates a complicated stress pattern in the workpiece. If this stress field is predominantly tensile on the surface, then crack formation becomes much more likely under corrosion conditions. The knurling process may also bring up new material under the passive film. The Specialized Knurling Processes approach will need to overcome this undesirable effect, which will be the basis of the methodological innovation required.
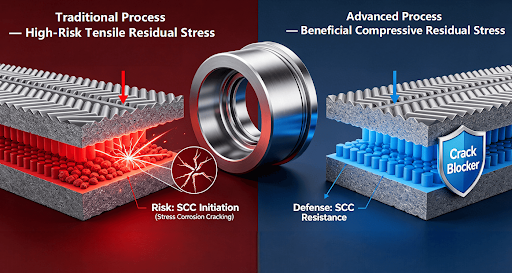
2. Creating Conditions for Compressive Residual Stresses
This involves creating a carefully controlled deformation process that will enable the creation of the desired plastic strain in the subsurface layer through optimized kinematics of the cutting tools and workpiece interactions. In particular, by selecting appropriate tools, speeds, and feeds, we will create compressive stresses on the surface. The existence of this layer makes initiation of cracks almost impossible. This will require using precision CNC machines.
3. The Contribution of Chemistry and Post Processing
It’s not over yet after the toolpath phase since there will be specific cutting fluid to protect the surface from corrosion due to chemistry once deformed. There might be the need for a low temperature heat treatment phase to relieve any stress in the material without damaging the compressive layer. All of this is done to ensure that the final product is resistant even under operating conditions. This is important when trying to develop specialized micro turning parts.
‘Tactile Enhancement’ Goes Beyond Just Aesthetics; The Engineering That Ensures Reliability of Component Grip
Tactile Enhancement is an essential functional specification, not a decorative element. From a tool that shouldn’t slip out of a surgeon’s glove to a torque-activated valve handle, the Component Grip is about performance. Geometry such as knurl diamond angle and linear pitch along with crest radius is directly linked to static and dynamic friction coefficients. CNC Knurling Services allow for consistent creation of micro-geometries with accuracy and repeatability. Consistency is crucial for delivering reliable performance and safety, particularly in the case of industry standards such as ISO 13485 for medical applications.
1. Biomechanics and Ergonomics of the Grip
Grip is dependent on geometry and human physiology; a pattern that is too coarse will be uncomfortable, and too smooth will not work well at all. Designing a proper grip requires knowing which pattern and level of detail produces maximal friction in the intended conditions (dry, wet, gloves). This involves combining manufacturing artistry with biomechanical science and understanding the relationship between tool texture and human tissue (or fabric).
2. Precision as a Safety Mechanism
In the field of medicine or other high-safety industries, consistency means safety. If one product in a series requires a 50N grip force from its knurled pattern, then the next one in line should do the same, or else there will be inconsistent results. Achieving consistent surface detailing can only be achieved through high precision CNC turning technology along with closed-loop tool monitoring.
3. Integration of Form and Function
The best designs incorporate the knurl into the function of the part. It requires planning the knurling tool path and the required supports for the CNC turning at the CAD/CAM stage, ensuring the knurling will be done in harmony with other features of the part design, thus achieving CNC turning for part functionality. The resultant part will feature a knurl integrated into the part design rather than being applied separately.
What Can Be Done to Obtain Micro-Level Uniformity in Knurling in Large Volume Manufacturing Runs?
It is extremely difficult to ensure uniform knurling in terms of both appearance and functionality when producing thousands of pieces. Factors such as pattern skips, double indexing, or tool wear can negatively impact quality. In order to address this issue, a closed loop process control approach must be applied inside the high precision CNC turning environment. Specifically, this requires the constant tracking of cutting force and acoustic emission in order to identify any tool wear before it affects the part, adaptive feed rate control in order to maintain constant knurling depth, and “data-locked” processing programs.
- Wear and Variability Problems: Even the toughest knurl wheels will wear out when processing parts in large quantities. This modification impacts the pressure and texture pattern that forms. Inevitably, the first and the ten thousandth item will differ without any actions. The classic technique, involving sampling, proves ineffective because it detects failures too late and results in waste products. The current trend consists of in-process and predictive control.
- Real-time Control and Adaptive Processing: Sophisticated turning centers capable of performing specialized knurling processes incorporate force probes or vibration sensors. These devices register the slightest modifications in the rolling friction. Thus, it is possible to estimate the state of the cutting tool and differences in the workpiece material hardness. Then, the CNC control will automatically regulate the feed and radial infeed, maintaining stable knurling parameters.
- Process Locking Based on Data & Traceability: When an optimal process has been created and validated, all of its parameters — speed, feed, toolpaths, and pressures — are fixed in a digital formula. This formula, associated with a certain part and material, will be applied to each future production run. With traceability of material lots and tooling, the assurance that any lot made now will meet the standards set by the initial, approved part can be achieved. This is how a custom CNC turning manufacturer differentiates itself.
From Prototype to Production: Choosing the Correct Knurling Method for Your Design.
It is also critical to select the proper knurling technique at an early stage if successful DFM is to be achieved. Form knurling (moving material) versus Cut knurling (removing material) selection can depend on the material and wall thickness, and application. Cutting knurls in harder materials (over 45 HRC) or thinner wall components may be more desirable, but forming knurls in soft metals can, speed up processes. How one company Metalwork Precision develops its decision flow chart balances this, including overall design dimensioning away from any sharp edges, impacts on dimensions for neighboring features, and future finishing.
1. Cut Knurling vs. Form Knurling: A Difference with Consequences
Form knurling involves rolling of the pattern, which results in workhardening of the surface and an increase in diameter. Fast but high in forces acting radially, form knurling is less efficient than cut knurling, which cuts the pattern using a tool that removes material. The process applies less radial forces, doesn’t affect the core diameter, and delivers sharp patterns well suited for hard materials. It is essential to select a technique based on structural and dimensional requirements.
2. Incorporation of the DFM Approach into Knurling
The whole knurling process should be examined from the standpoint of all other part characteristics. Will your part stand up to radial forces in form knurling, or will it require internal reinforcement? Are there any critical diameters requiring protection near the knurl? These are some questions you need to ask yourself when designing a part in CAD. In this case, the importance of cooperation with a precision lathe turning services provider cannot be overemphasized.
3. Prototyping for Validation of Selection
The final stage would be that of physical validation. Making a prototype of the component in a small batch according to the chosen knurling technique and material is very important. This would provide an actual measurement of parameters such as pull force when it comes to press fits and torque resistance in case of grip functionality. This way, the theory of the chosen option would be proven, and the next stages of full-scale production will be based on the verified results of this component’s grip and surface detailing.
Conclusion
Contemporary precision knurling is not merely an aesthetic treatment, but rather an advanced functional engineering art that is fully embedded into CNC turning operations. By using scientific materials knowledge, closed process loop control, and following the stringent quality guidelines set by the aerospace and automobile industries, the manufacturing artistry of the past becomes an advanced manufacturing technique, which guarantees that parts not only look professional but also function perfectly under mechanical, environmental, and human stress conditions.
FAQs
Q: Why is choosing the right material for precision knurled parts such an important task?
A: The key parameters in this case include work hardening rates and ductility of the material. For example, knurling process of stainless steel is completely different from that of aluminum. Knowing all about that, using relevant information from such books as the ASM Handbook helps to calculate spring back and ensure proper diameter and texture of knurls, providing necessary interference fit without cracks.
Q: How precise tolerances could be ensured on a diameter after knurling?
A: Thanks to a special approach involving CNC turning and cut knurling techniques, tolerances for critical diameters either before or including the knurled region can be maintained within ±0.015 mm (±0.0006 inch). It is possible due to material movement allowance programmed in CNC operations and gauging during knurling process itself.
Q: Is it possible to knurl thin walled components without creating distortions?
A: Yes, but with an unconventional method. The reason behind this is that the radial forces exerted on thin walls by conventional form knurling create ovality. The unconventional method would be the use of special mandrels which expand to provide support to all the walls while the work is being done.
Q: What are the cost drivers of special knurling in CNC turned parts?
A: The main ones include material hardness, complexity of the pattern, and necessary uniformity. Material hardness makes cut knurling a necessity; complex patterns could even require grinding special wheels. In high volumes, validation for 100% uniformity is crucial, lowering the per-piece price in the long run. A DFM analysis is most effective in this case.
Q: How do industry standards such as IATF 16949 or AS9100D impact a knurling process?
A: These standards aim at a systematic approach of quality control including controlled processes of tool mounting, texture depth control during manufacturing, control of materials, reaction strategy in case of off-specs.This method offers, within each batch made, known conformity to all specifications.
Author Bio
The above article has been written by a specialist with over 15 years’ experience in precision manufacturing through LS Manufacturing, a company that has achieved the ISO 9001, IATF 16949, AS9100D, and ISO 14001 certifications by adhering to the advanced engineering principles outlined herein. This company specializes in producing high-precision parts for critical applications, which make it the ideal partner in your project when dealing with problems related to functional surface textures, tolerances, and volume production. They offer you an effective DFM analysis as well as a precise quote of your design